
最新资讯
销售咨询服务热线

PP代替ABS有哪些方案,如何不影响收缩率
在汽车部件、家电外壳等领域,用聚丙烯(PP)替代丙烯腈-丁二烯-苯乙烯共聚物(ABS)可显著降低成本(降幅达30%以上),但核心痛点在于收缩率不匹配——纯PP收缩率(1.8%-2.5%)远超ABS(0.5%-0.8%)。若直接替换,会导致制件变形、尺寸偏差、装配失效。那么PP替代abs还有哪些方案,如何才能不影响收缩率呢?
一、PP与ABS性能差异:收缩率是最大挑战
实现PP替代ABS需解决三大矛盾:
收缩率鸿沟:PP结晶度高,冷却时体积收缩显著,而ABS为非晶材料,尺寸更稳定。若不改性,相同模具下PP制件尺寸偏差可达1.0%以上。
力学性能失衡:ABS拉伸强度(50-55MPa)显著高于均聚PP(30MPa),且PP低温韧性不足。
表观缺陷:PP注塑易出现流痕、虎皮纹,影响外观件使用。
因此,PP代替ABS有哪些方案需优先解决收缩率匹配问题,才能实现模具通用化。
二、核心方案:三路径实现收缩率精准调控
(一)滑石粉填充+高冲击PP复配
方案原理:
高目数滑石粉(2000-5000目)作为刚性填料抑制PP结晶收缩,配合低收缩率PP树脂(如巴塞尔EC340Q,收缩率0.8-0.9%)降低整体形变。
配方示例:低收缩PP 25% + 高冲击共聚PP 30-41% + 滑石粉32-40% + POE增韧剂3-5%。
效果:收缩率降至0.52%,接近ABS水平(0.5%),且断裂伸长率达150%以上(优于ABS的10-15%)。此方案完美诠释如何不影响收缩率同时提升韧性。
(二)玻纤增强+硫酸钡协同
方案原理:
短玻纤(3%-5%)形成网状结构限制分子链移动,硫酸钡(20%)填充晶体间隙,双重作用抑制收缩。
配方示例:PP 75% + 硫酸钡20% + 玻纤3% + 相容剂2%。
效果:收缩率降至0.7%-0.8%,接近ABS下限值。需注意:玻纤过量会导致表面浮纤,需严格控制添加比例。
(三)弹性体增韧+刚性粒子复配
方案原理:
POE/EPDM等弹性体提升韧性,纳米碳酸钙/硫酸钡等刚性粒子补偿收缩率与刚性损失。
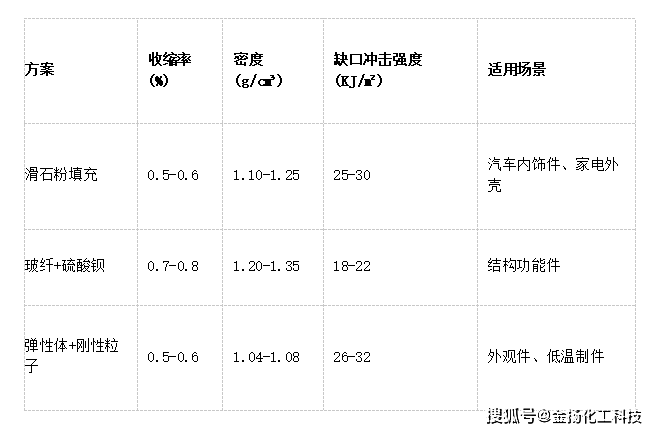
案例:某公司改性PP,通过POE与滑石粉复配,收缩率与ABS一致,且密度控制在1.05g/cm?(接近ABS)。主流PP替代ABS方案性能对比:
三、工艺优化:确保收缩率稳定的关键步骤
加工abs替代件不影响收缩率不仅依赖配方,更需工艺协同:
1温度精准控制:
熔体温度≥200℃,避免冷料导致内应力(如HDPE吹膜口模温度需205℃)。
模具温度80-100℃,延缓冷却速率,减少结晶收缩梯度。
2保压压力阶梯设计:
高保压阶段填充型腔(80-100MPa),阶段降压至30-40MPa,抑制缩痕。
3模具适配性优化:
使用镜面模具(Ra≤0.1μm)减少流动阻力,复制高光表面。
四、结论:PP替代ABS的实施路径
针对PP代替ABS有哪些方案,需分场景选择:
1高光泽外观件:优选弹性体+滑石粉体系,收缩率匹配ABS且表面无浮纤;
2高强结构件:玻纤/硫酸钡增强方案,牺牲部分光泽但提升刚性;
3低成本功能件:再生PP+滑石粉复配,成本降低30%以上。
不影响收缩率的关键在于填料抑制结晶+工艺缓冷减应力双效协同。随着相容剂技术及连续化工艺普及,PP替代ABS的边界正从内部件扩展至外观件,为汽车、家电行业开辟降本新路径。