
最新资讯
销售咨询服务热线

聚乙烯光泽度怎么提升,高密度和低密度聚乙烯哪个光泽度好
在包装、日用品及汽车零部件等领域,聚乙烯的光泽度直接影响产品美观与市场竞争力。高密度和低密度聚乙烯哪个光泽度好呢?这个问题的核心在于结晶行为与表面形态的差异。而聚乙烯光泽度提升则需要从材料改性、工艺优化双管齐下。本文将深入解析聚乙烯的光学性能本质,并提供可落地的增光方案。

一、聚乙烯光泽本质:结晶度与表面形态的博弈
光泽度由材料表面对光线的镜面反射能力决定,而聚乙烯的结晶行为是核心影响因素。
低密度聚乙烯(LDPE):
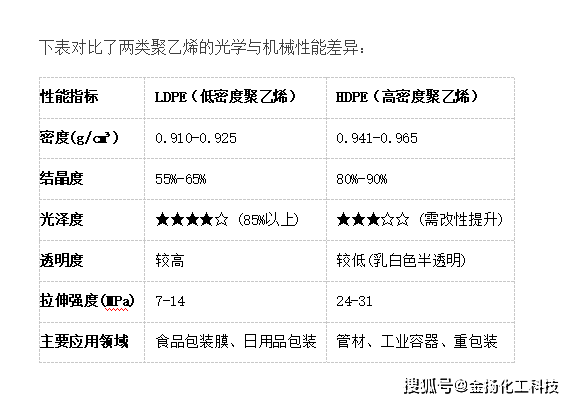
因其分支结构多、结晶度低(约55%-65%),分子排列松散,光线散射弱。其表面更平整,光泽表现通常优于HDPE。例如LDPE薄膜光泽度可达85%以上,广泛应用于高透明包装袋。
高密度聚乙烯(HDPE):
线性分子结构致使其结晶度高(80%-90%),但大球晶结构导致光线强烈散射,表面易形成微粗糙纹理。因此即便添加增光剂,HDPE的光泽度也普遍低于LDPE。
那么高密度和低密度聚乙烯哪个光泽度好呢?从基础性能看,LDPE凭借低结晶度更易实现高光泽,而HDPE需依赖改性弥补缺陷。
二、提升路径:从添加剂到工艺的全链条方案
1. 添加剂改性:交联剂与润滑剂的协同增光
交联剂优化结晶:
在HDPE中添加复合交联剂(如过氧化二异丙苯+过氧化苯甲酰),可细化晶粒、减少散射。实验表明,添加200ppm时光泽度提升超20%,尤其适用于薄膜吹塑。
润滑剂迁移降粗糙:
硬脂酸锌、PE蜡等润滑剂(0.5-5份)在加工中向表面迁移,填充微缺陷,直接提升平整度。例如在PS/PE合金中添加PE蜡,光泽度可达98%以上。
2. 共混优化:利用LDPE实现“借光”
HDPE/LDPE共混:
在HDPE中掺混20%-30%的LDPE,可破坏大球晶结构。例如HDPE/LDPE(70:30)共混膜光泽度接近纯LDPE水平,同时保留较高刚性。
低分子量树脂复配:
混合高/低分子量PE树脂(如熔体流动速率2.5-5g/10min与5.2-10g/10min),利用分子链缠结抑制表面起伏。
3. 工艺调控:温度与冷却速率的精密控制
升高熔体温度:
如HDPE吹膜时口模温度需≥200℃(典型值205℃),促进分子松弛,减少熔体破裂导致的橘皮纹。
缓冷降低内应力:
薄膜冷却速率≤20℃/min时,结晶更均匀,避免因骤冷引起的表面褶皱。
聚乙烯光泽度怎么提升?需协同使用交联剂细化晶体、润滑剂填充表面、LDPE共混优化,并精确控温控冷。

三、关键工艺因素:温度与冷却速率的黄金平衡
吹膜工艺参数实例(HDPE高光膜):
口模温度:205℃(过高易降解,过低流动性差)
牵引速度:410mm/s(高速增大剪切易导致雾度上升)
冷却梯度:分段降温,首段缓冷(>60s)减少应力纹
注塑工艺要点:
保压压力:采用阶梯降压,避免收缩凹痕
模具抛光:镜面模具(Ra≤0.1μm)可直接复制高光表面
四、结论:按需选择材料,定向优化工艺
回归核心问题:高密度和低密度聚乙烯哪个光泽度好?答案是LDPE先天占优,但HDPE可通过改性逆袭。若需高光泽+高韧性(如日用品包装),优选LDPE;若要求光泽与刚性兼顾(如工业容器),则选择HDPE并添加交联剂及LDPE共混。
聚乙烯光泽度提升关键在于三步走:
1基材选型:优先LDPE,或HDPE复配LDPE;
2添加剂组合:“交联剂+润滑剂”双效驱动;
3工艺精控:高温熔体+缓冷+高光模具。