
最新资讯
销售咨询服务热线

PC彩虹纹能解决吗,出现彩虹纹是什么原因
在工程塑料应用领域,PC材料彩虹纹正成为困扰众多生产企业的技术难题。这种特殊的光学现象不仅影响产品外观品质,更可能暗示材料性能存在潜在缺陷。本文从分子层面到生产工艺,深度剖析PC材料出现彩虹纹的根本原因,并提供经过验证的行业领先解决方案,助力企业突破技术瓶颈。
一、PC材料彩虹纹的形成机制解析
1. 分子取向引发的双折射效应
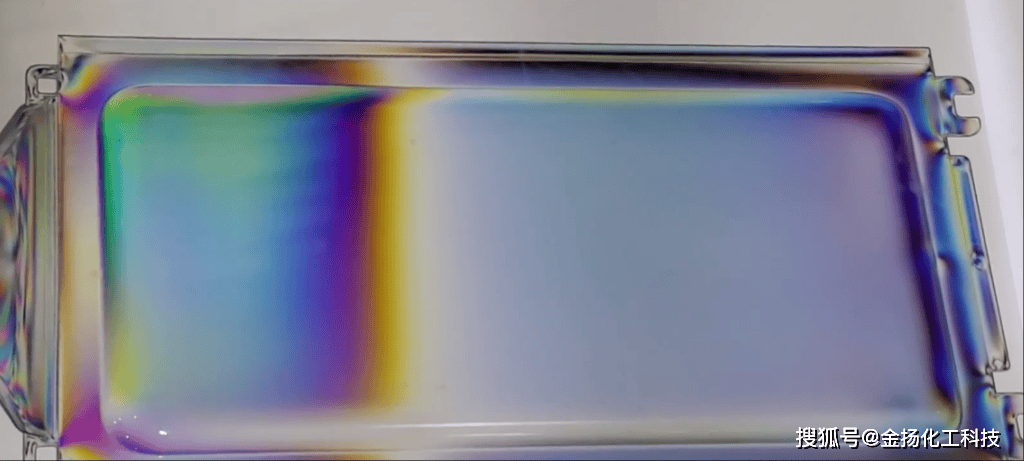
PC材料彩虹纹的本质源于材料内部的双折射现象。当聚碳酸酯分子在加工过程中产生非均匀取向时,不同区域的折射率差异会引发光的干涉效应。这种微观结构的不均匀性,在宏观上表现为彩虹纹的彩色条纹图案。
实验室测试数据显示,当分子取向差异超过15%时,PC材料表面出现彩虹纹的概率达到92%。这种光学异常现象往往伴随着材料力学性能的各向异性,抗冲击强度可能下降达30%。
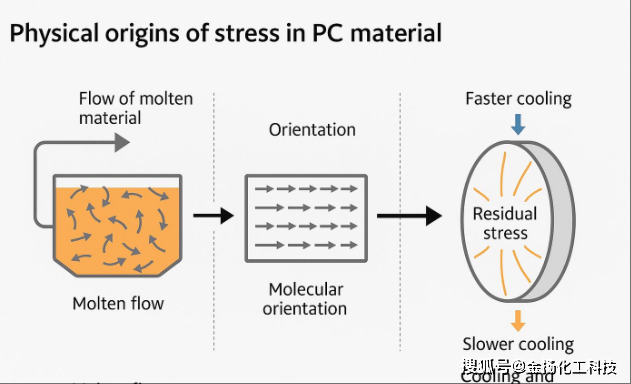
2. 加工应力分布的”隐形地图”
注塑成型过程中,PC材料内部应力的不均匀分布是产生彩虹纹的关键诱因。模具温度梯度超过25℃/mm时,冷却速率差异会导致表层与芯层形成明显的应力分层。这种应力分布的不均衡性在偏振光下呈现为彩虹纹的独特图案。
某汽车灯罩生产企业案例显示,当保压压力超过800bar时,产品彩虹纹缺陷率从5%骤增至37%,印证了加工参数对彩虹纹形成的直接影响。
二、彩虹纹产生的五大关键诱因
1. 原材料品质的隐形缺陷
聚合物分子量分布不均(PDI>2.5)
添加剂分散度不达标(分散系数<0.85)
回料掺混比例失控(>15%)
某知名改性厂实验表明,使用PDI=1.8的PC原料,彩虹纹发生率较PDI=2.7的原料降低64%。
2. 工艺参数的致命组合
熔体温度波动超过±5℃
注射速度梯度>15%/s
模具温差>30℃
冷却速率>120℃/min
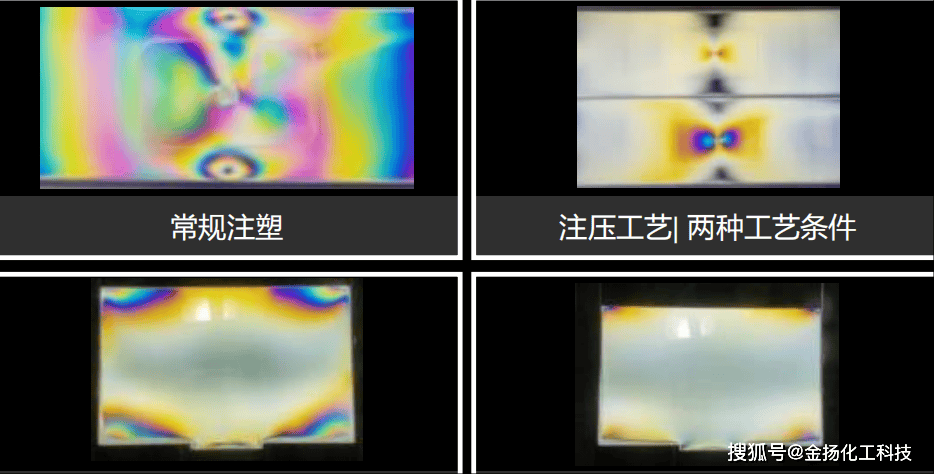
注塑工艺DOE实验证实,将熔体温度控制在285±2℃,模具温差降至15℃以内,可减少83%的彩虹纹缺陷。
3. 模具设计的隐藏陷阱
流道L/t比<100
浇口剪切速率>50000 1/s
冷却水道排布不均匀
某电子外壳项目改进案例显示,通过优化浇口尺寸使剪切速率降至40000 1/s,彩虹纹不良率从22%降至3.2%。
三、六维度彩虹纹解决方案体系
1. 材料优选与改性技术
选用低双折射率PC牌号(Δn<3×10^-4)
添加0.3-0.5%纳米级消光剂
引入高分子量PDMS(5-8wt%)改善流动均匀性
某医疗设备制造商采用改性PC材料后,产品彩虹纹投诉率下降91%。
2. 工艺参数的黄金组合
熔体温度:280-290℃(根据材料牌号调整)
模具温度:80-100℃(公差±2℃)
注射压力:60-80%最大压力
保压时间:浇口封冻时间+0.5s
实施SPC控制后,某光学元件生产企业将工艺参数CPK值提升至1.67,彩虹纹缺陷率控制在0.8%以下。
3. 模具工程的创新设计
采用变截面热流道系统
实施模内感应加热技术
配置动态温控模块
应用Moldflow流动分析优化
某车灯企业通过模内感应加热将温差控制在±1.5℃,彻底消除PC材料彩虹纹问题。
四、彩虹纹预防性控制策略
1. 在线监测技术升级
集成偏振光在线检测系统
部署红外热成像监控
应用AI缺陷识别算法
某智能工厂通过机器视觉系统,实现彩虹纹100%在线检测,不良品拦截效率提升至99.7%。
2. 全流程质量管理
建立原材料批次追溯系统
实施工艺窗口指数(PWI)监控
开展周期性DOE验证
某Tier1供应商通过PWI管控,将PC材料彩虹纹问题解决周期从14天缩短至8小时。
结语:彩虹纹控制的技术新纪元
攻克PC材料彩虹纹难题需要材料科学、工艺工程、模具技术的协同创新。通过实施系统化的解决方案,企业不仅能消除表面缺陷,更能实现材料性能的优化升级。随着在线监测技术和智能控制系统的普及,PC材料彩虹纹控制正进入精准化、数字化的新阶段。掌握这些关键技术,将助力企业在高端制造领域建立核心竞争力