
最新资讯
销售咨询服务热线

加玻纤材料浇口发白怎么办?注塑件发白怎么解决呢
在注塑成型领域,加玻纤材料凭借其优良的性能被广泛应用。然而,加玻纤材料浇口出现发白现象,已出现发白注塑件不知该如何处理等,这些难题常常困扰着从业者。深入了解并有效解决这些问题,对于提升注塑件产品质量、降低生产成本至关重要。

一、加玻纤材料浇口发白是什么原因?
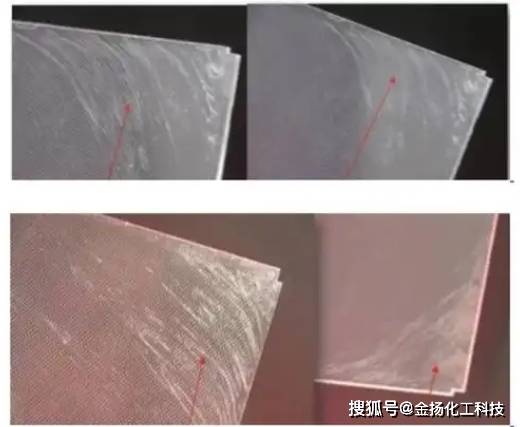
加玻纤材料浇口发白不仅影响产品的外观质量,还可能预示着材料内部存在潜在问题。以下是导致加玻纤材料浇口发白的主要原因:
1.材料降解:
高温降解:在注塑过程中,如果料筒温度过高,加玻纤材料可能会发生热降解,导致材料变脆并出现发白现象。玻璃纤维的加入会进一步加剧这种降解,因为玻璃纤维的导热性较高,容易在局部产生高温。
剪切降解:在充填过程中,如果剪切速率过高,材料会受到强烈的剪切力,导致分子链断裂,进而引起降解和发白。
2.充填不均:
充填速度过快:过快的充填速度会导致材料在浇口处产生喷射现象,造成材料在浇口处堆积和紊乱,从而引起发白。
充填不均:如果模具设计不合理或工艺参数控制不当,材料在充填过程中可能会出现不均匀现象,导致局部应力集中和发白。
3.模具问题:
模具温度不均:模具温度的不均匀分布会导致材料在冷却过程中产生内应力,进而引起发白。
浇口设计不合理:浇口尺寸过小或形状不合理,会导致材料在充填过程中产生过大的剪切力和喷射现象,从而引起发白。
4.材料配方问题:
添加剂不兼容:如果材料中添加的某些添加剂与基体材料不兼容,可能会导致材料在注塑过程中出现发白现象。
玻璃纤维分布不均:玻璃纤维在材料中分布不均,会导致局部应力集中和发白。
二、加玻纤材料浇口发白怎么办?
加玻纤材料浇口发白怎么办?针对注塑件发白的问题,可以采取以下措施来解决:
1.调整注塑工艺参数:
降低料筒温度:适当降低料筒温度,避免材料因高温而发生降解。可以采用逐步降温的方法,找到最佳的加工温度。
控制充填速度:调整充填速度,避免过快或过慢的充填速度,导致充填不均和喷射现象。可以采用多级充填控制技术,实现平稳充填。
优化保压时间:合理的保压时间可以有效减少充填后的收缩和变形,避免因收缩不均而引起的发白。
2.改进模具设计:
优化浇口设计:合理设计浇口尺寸和形状,确保材料在充填过程中能够平稳通过浇口,避免喷射和紊乱现象。
均匀分布模具温度:通过改进冷却系统,确保模具温度的均匀分布,避免因温度不均而引起的内应力和发白。
增加排气孔:合理设置排气孔的位置和数量,防止充填过程中产生的气体滞留,导致充填不均和发白。
3.优化材料配方:
选择合适的添加剂:确保添加剂与基体材料的兼容性,避免因添加剂不兼容而引起的发白。
均匀分散玻璃纤维:通过改进混合工艺,确保玻璃纤维在材料中均匀分布,避免局部应力集中和发白。
4.后处理工艺:
对于已经出现发白情况的注塑件产品,我们可以对成型后的产品进行热处理,可以有效消除内应力,减少发白现象。对于一些轻微的发白现象,可以通过如打磨、抛光等表面处理的方法进行修复。
三:结论
通过以上详细介绍,相信大家对加玻纤材料浇口发白原因、加玻纤材料浇口发白怎么办,怎么解决处理这些问题有了更深入的了解。工程师和技术人员,想要在生产中提高产品质量和生产效率,则需要结合实际情况综合考虑