
最新资讯
销售咨询服务热线

PP材料出现收缩是什么原因,怎么处理PP收缩痕呢
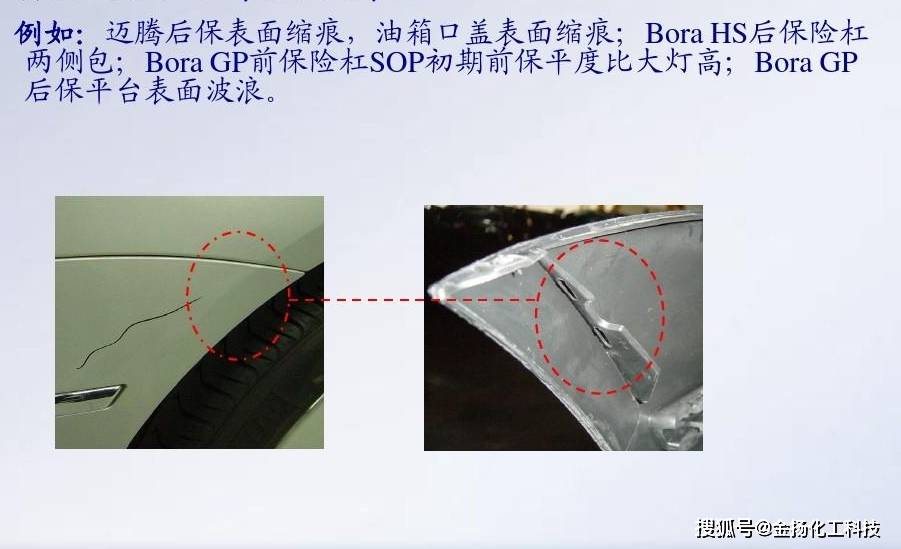
PP材料收缩痕,是指在PP(聚丙烯)材料制品表面出现的一种凹陷或痕迹。这些痕迹在外观上表现为与周围区域相比,有明显的下凹现象,严重影响了制品的外观质量。在一些对外观要求较高的PP材料制品中,如电子产品外壳、汽车内饰件等,收缩痕的出现是不被允许的。
那究竟是什么原因引起PP材料缩痕,PP材料和制品出现收缩痕又该如何解决呢?

一:PP材料缩痕出现原因
从本质上讲,收缩痕是由于PP材料在成型过程中,不同部位的收缩不均匀所导致的。PP材料在从熔融状态冷却到固态的过程中,会发生体积收缩。一般来说PP材料收缩率通常在0.5%-2.5%之间,当这种收缩在制品的不同区域存在差异时,就会产生收缩痕。具体原因如下:
1. 壁厚不均
在PP材料制品的设计或制造过程中,如果存在壁厚不均匀的情况,就很容易出现收缩痕。较厚的部位在冷却时,由于其内部的热量散发相对较慢,冷却时间较长,会比薄壁部位收缩得更多。例如,在注塑成型一个具有不同壁厚结构的PP塑料制品时,厚壁部分冷却到最终尺寸所需的时间长,在这个过程中,薄壁部分已经冷却定型,厚壁部分继续收缩就会牵拉薄壁部分,从而导致薄壁部分产生收缩痕。
2. 冷却不均匀
– 模具的冷却系统设计不合理是导致冷却不均匀的一个重要原因。如果PP材料模具的冷却管道分布不均匀,或者冷却介质的流量和温度控制不当,就会使PP材料在模具内不同部位的冷却速度不同。例如,靠近冷却管道的区域冷却速度快,远离冷却管道的区域冷却速度慢,这就会造成收缩差异,进而使PP材料产生收缩痕。
3. 材料收缩率
– PP材料本身具有一定的收缩率,不同类型和牌号的PP材料收缩率也有所不同。PP材料收缩率通常在0.5%-2.5%之间。如果在制品设计和制造时没有充分考虑材料的收缩率特性,就可能导致收缩痕的出现。例如,在选择PP材料时,没有根据制品的形状、尺寸和使用要求选择合适收缩率的材料,当PP材料在成型过程中按照自身的收缩率收缩时,PP材料就容易出现收缩痕。
4. 注射工艺参数
-如果注射压力过高,会使材料在模具内的分布不均匀,导致不同部位的密度差异,在PP材料冷却收缩时产生收缩痕。保压压力不足或保压时间过短,会使PP材料在冷却过程中得不到足够的补充,从而造成收缩痕。例如,在注塑PP材料制品时,保压时间过短,材料在型腔中尚未完全压实就开始冷却收缩,PP材料就容易产生收缩痕。
二:PP材料缩痕应对解决方法
1. 优化制品设计
– 在设计阶段,要尽量保持壁厚均匀。如果由于功能需求无法避免壁厚变化,应采用渐变的方式过渡,避免壁厚的突然变化。例如,可以将厚壁部分逐渐过渡到薄壁部分,减少因壁厚差异导致的收缩不均匀。加强筋可以增加制品的强度和刚性,同时也有助于改善PP材料和制成品收缩痕。
2. 改善模具冷却系统
– 重新设计模具的冷却管道布局,使冷却管道均匀分布在模具内,确保模具各个部位的冷却速度趋于一致。可以采用计算机辅助工程(CAE)软件对模具的冷却效果进行模拟分析,根据分析结果优化冷却管道的布局,尽量减少PP材料出现缩痕的可能性。
3. 材料选择与调整
– 根据制品的具体要求,选择收缩率合适的PP材料。不同的PP材料收缩率可能存在差异,通过试验和对比,选择最适合的材料。
– 可以考虑在PP材料中添加适量的填充剂或改性剂。填充剂如滑石粉等可以降低材料的收缩率,改性剂可以改善材料的收缩特性,从而减少收缩痕的出现,采用霍尼韦尔蜡粉就是被广泛接受的高质量解决方法。
三:PP材料缩痕问题总结
综上所述,PP材料收缩痕是一个在PP材料制品制造过程中较为常见的问题。了解PP材料收缩痕是什么,深入分析其出现的原因,并采取有效的应对解决方法,对于提高PP材料制品的外观质量和整体性能具有重要意义。无论是在产品设计、模具制造还是材料选择和工艺优化等方面,都需要综合考虑,以最大限度地减少PP材料收缩痕的出现。